- 文档大小:1.47 MB
- 文档格式:pdf
- 约 6页
- 2021-11-23 发布
- 举报
已阅读完毕,您还可以下载文档进行保存
- 1、本文档共6页,内容下载后可编辑。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
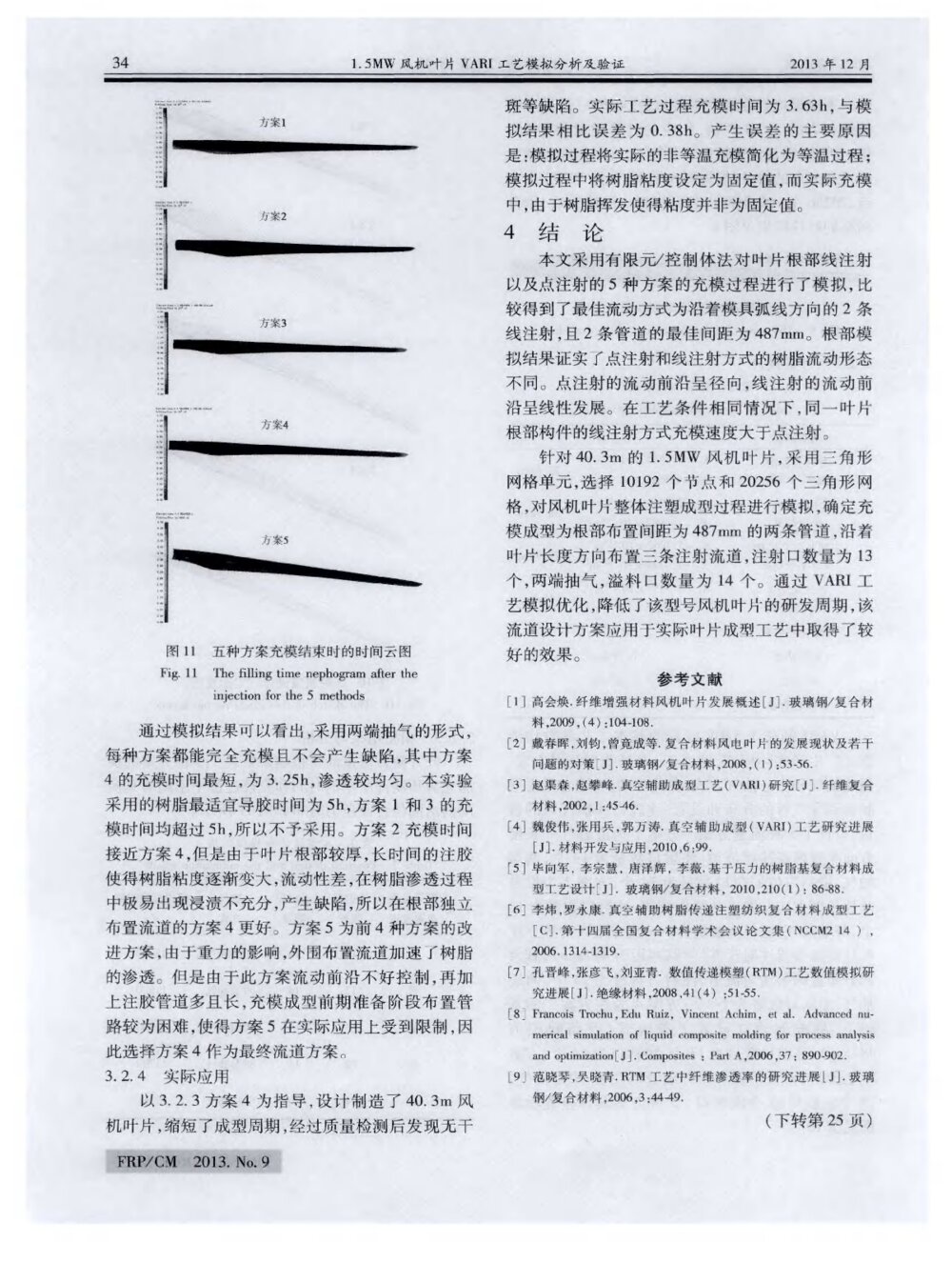
30 1.5MW风机叶片VARI工艺模拟分析及验证 2013年l2月 15MW风机叶片VARI工艺模拟分析及验证 汤扬阁,周红丽,王红,刘进荣(内蒙古工业大学化工学院,呼和浩特 010051) 摘要:本文对采用真空辅助成型工艺(VARI)制造的1.5MW风机叶片的流道设计进行模拟分析。考察了不同注射方式、 不同导胶管间距的充模时间,分析了树脂流动形态、模腔内压力分布以及溢料口位置,优化得到了风机叶片根部的最佳注射方 案。在此基础上模拟整机充模成型,得到最佳流道设计方案为根部布置间距为487mm的两条管道,沿着叶片长度方向布置三 条注射流道,注射口数量为13个,两端抽气,溢料1:2数量为14个。将模拟结果应用于实际叶片成型工艺中,实际充模时间为 3.63h。与模拟结果相比误差为0.38h。 关键词:真空;成型;风机叶片;流道;充模 ——— 中图分类号:TB332文献标识码:A文章编号:10030999(2013)09003006 1引言 风能是可再生能源中最具潜力的能源之一,风 力发电是风能利用的主要方式,叶片作为风力发电 机组关键部件之一,具有尺寸大,外形复杂,精度要 … 求高,对强度、刚度和表面光滑度要求高等特点。 随着风电技术的发展与日趋成熟,风机机型趋于大 型化,因此,轻质高强、耐蚀性好、具有可设计性的复 合材料是目前大型风电叶片的首选材料J。 真空导入成型工艺(VARI)是在RTM工艺基础 上发展起来的一种复合材料成型液化模塑新工 艺J。国际上普遍认为,VARI是制造大型平面、曲 面的层合结构和加筋、异型复合材料构件的首选工 艺。与传统的开模成型工艺相比,VARI成型的制品 具有机械性能高、可重复性好、空隙率低(不超过 1%)、纤维含量高(一般为60%~70%)、环保和效 率高等优点J。 VARI技术工艺参数及其相关研究需要针对具 体的工艺体系进行,主要研究内容包括真空度、铺 层、导入介质、渗透率等工艺参数对树脂流动方向和 流动速度的影响以及产品厚度和纤维含量对工艺体 “ 系的影响。至今还未有关于1.5MW风机叶片 的VARI工艺参数的研究。本文的前期工作创建了 1.5MW风机叶片根部和整体的气动外形模型,利用 有限控制体法模拟了1.5MW风机叶片根部和整 体的充模工艺,通过研究不同流道设计方案对树脂 流动特性、充模时间、压力分布的影响,达到了优化 成型周期、减少缺陷、降低成本的目的。 2数学模型 在VARI工艺充模过程中,树脂在模腔内的流 动可看作不可压缩流体在多孔介质中的长程渗流, 符合Darcy定律H,其流动方程为::一 Ave (1) 式中,为流动速度矢量;K为渗透率张量;为 粘性系数;P为压力梯度。在三维流场和笛卡儿 坐标下,方程(1)可展开为: 吉 (2) 其中,,,W为三个速度分量;K(=,y,z)为 笛卡儿坐标系下渗透率分量。假设树脂为不可压缩 流体,则连续性方程为: ++:0 f31 讹 出 结合式(2)和式(3),在某一控制体内对式(2) 积分,得到描述VARI充模过程的基本控制方 程为: 收稿日期:20134)1-08 本文作者还有王彩霞。 基金项目:内蒙古工业大学校科学研究基金重点项目(ZD200908);内蒙科技厅专项引导基金项目(21066007);内蒙古自治区自然科 学基金(2009BSO203) 作者简介:汤扬阁(1988一),男,硕士研究生,主要研究方向为复合材料液体模塑成型技术。 通讯作者:王红(1970一),女,副教授,博士,hongwang396@126.com。 嘲 鲤以鲤塑●●●●●●●●●●●●●●●●,fJ ●●●●●●● ●●●●●lt,【 ● r¨¨ ¨¨ 川 2013年第9期 玻璃钢/复合材料 25 PROPERTYPREDICTIONANDMULTI-SCALEMODELOFWINDTURBINEBLADE CoMPoSITESREINFORCEDBYCARBONNANOTUBES — XIEGuilan,GUOJin,CAOWeinan,TIANJie (SchoolofMechanicalEngineering,XiangtanUniversity,Xiangtan411105,China) Abstract:Homogenizationtheorycombinedwithf initeelementmethodisappliedtopredictthepropertiesof windturbinebladecompositescomposedofcarbonnanotube/carbonfiber/epoxyresinbyvacuumresintransfer molding.Accordingtotheexper imentalana lysis,internalstructureofca rbonnanotube/ca rbonfiber/epoxyresin — compositeisdescribedbythreelevels(macroscopic,mesoscopicandnanoscopiclevels).Themultiscalemodelsof — windturbinebladecompositereinforcedbyCNTsareestablished.MATLABprogramiswrittenbasedontwolevel homogenizationmethodstopredicttheeffectofthematerialparameters(volumefraction,aspectratio,elasticmodu. 1us)onthepropertiesofCNTs/CF/EPcomposites.Theeffectivepropertyincreasesastheelasticmodulus,aspect — ratioandvolumefractionofCNTsincreases,respectively.Theconclusionshavesomesignificanceforguidingprep arationofwindturbinebladecomposites. Keywords:windturbineblade;CNTscomposite;effectiveproperties;homogenization;finiteelement (上接第34页) — [1O]ZHANGKmpeng,TANHua,WANGJihui,ZHUYingdan.Nu mericalSimulationofMoldFiUinginResinTransferMoldingUsing — IsoparametricMethod【J1.JournalofWuhanUniversityofTechnol—— ogyMater.Sci.Ed.,2005,20(1):98101. [11]梁晓宁,李炜,罗永康,张锦南.厚铺层结构纤维增强体渗透性 能研究[J].玻璃钢/复合材料,2010,210(1):46-48. [12]邓京兰,王继辉,连军.RTM充模过程(I):数学模型的建立 [J].武汉理工大学学报,2003,25(7):51-53. [13]江顺亮.RTM加工工艺充模过程的计算机模拟[J].复合材料 — 学报,2002,19(2):1317. [14]邓育文.复合材料液体模塑成型工艺增强材料渗透率的研究 [D].武汉理工大学,2005.14. [15]孙玉敏,段跃新,李丹,梁志勇,张佐.风机叶片RTM工艺模拟 分析及其优化[J].复合材料学报,2005,22(4):26. [17]夏盛来,何景武.基于工程应用的有限元网格划分研究[J].飞 机设计,2008,28(4):1O-l3. SIMULATIONANALYSISADVERIFICATIONOF1.5MWWINDTURBINEBLADESBYVARI — — TANGYangge,ZHOUHong-li,WANGHong,JIUJinrong (CollegeofChemicalEngineer ing,InnerMongoliaUniversityofTechnology,Hohhot010051,China) — Abstract:Therunnerdesignof1.5MWwindturbinebladesmadebyvacuumassistedresininfusion(VARI) wasanalyzed.Thefillingtimeindifferentinjectionwaysandspaceofinjectionrunnerswereinvestigatedsimultane. ously.Theresinflowform,thepressureinthemouldandthelocationofventinggateswerealsoanalyzed.Thebest — injectionschemehasbeenoptimizedatlast.Onthatbasis,theoptimalinjectionpositionofsimulationformoldfill ingmachineformingwasdecoratingtworunnersintherootandthespacewas487mm,arranged3injectionrunners — alongthedirectionofbladelengthandthebestnumbersofinjectiongatesandventgateswere13and14respective ly.Whenusedthesimulatedresultsforactualblademoldingprocess,itindicatedthatthepracticalfillingtimewas 3.63h,whichhad0.38htimedifferentcomparedwithsimulatedresults. Keywords:vacuum;molding;windturbineblade;r unners;filling 媾
您可能关注的文档
- “离位”增韧复合材料准静态压入损伤特性研究.pdf
- “神舟七号”飞船舱外航天服防护头盔组件的研制.pdf
- “十二五”复合材料发展重点和方向解读.pdf
- “珠串”堆叠超结构的介孔铁酸锌的制备与表征.pdf
- (001)应变对正交相Ca2 P0.25 Si0.75能带结构及光学性质的影响.pdf
- 0.8设计系数用X80管线钢在近中性pH溶液中的应力腐蚀开裂行为.pdf
- 0.20mm CGO硅钢高温退火Goss晶粒起源及异常长大行为研究.pdf
- 0Cr16Ni5Mo低碳马氏体不锈钢的热变形行为及其热加工图.pdf
- 0Cr17Ni4Cu4Nb钢制螺钉断裂原因分析.pdf
- 1.5MW风机叶片模具加热工艺研究与技术创新.pdf
- 2.5维机织复合材料低速冲击性能研究.pdf
- 2.25Cr-1Mo钢后续热处理中的磷偏聚行为.pdf
- 2A50锻铝三点弯曲试验与高分辨率CT成像分析.pdf
- 2A12与2A11铝合金超声波焊接工艺与组织研究.pdf
- 2MW风机复合材料叶片材料及工艺研究.pdf
- 3Cr2W8V模具钢激光表面相变硬化层性能的研究.pdf
- 3D打印技术及先进应用研究进展.pdf
- 3D打印技术研究现状和关键技术.pdf
- 5%鱼藤酮悬浮剂的研制.pdf
- 5(6)-氨基-1-(4-氨基苯基)-1,3,3-三甲基茚满的合成及其固化特性研究.pdf
- 周大爷
- 该用户很懒,什么也没介绍
相关文档
- “离位”增韧复合材料准静态压入损伤特性研究.pdf2021-11-235页
- “神舟七号”飞船舱外航天服防护头盔组件的研制.pdf2021-11-233页
- “十二五”复合材料发展重点和方向解读.pdf2021-11-232页
- “珠串”堆叠超结构的介孔铁酸锌的制备与表征.pdf2021-11-235页
- (001)应变对正交相Ca2 P0.25 Si0.75能带结构及光学性质的影响.pdf2021-11-236页
- 0.8设计系数用X80管线钢在近中性pH溶液中的应力腐蚀开裂行为.pdf2021-11-237页
- 0.20mm CGO硅钢高温退火Goss晶粒起源及异常长大行为研究.pdf2021-11-237页