- 文档大小:1.25 MB
- 文档格式:pdf
- 约 6页
- 2021-11-23 发布
- 举报

已阅读完毕,您还可以下载文档进行保存
- 1、本文档共6页,内容下载后可编辑。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
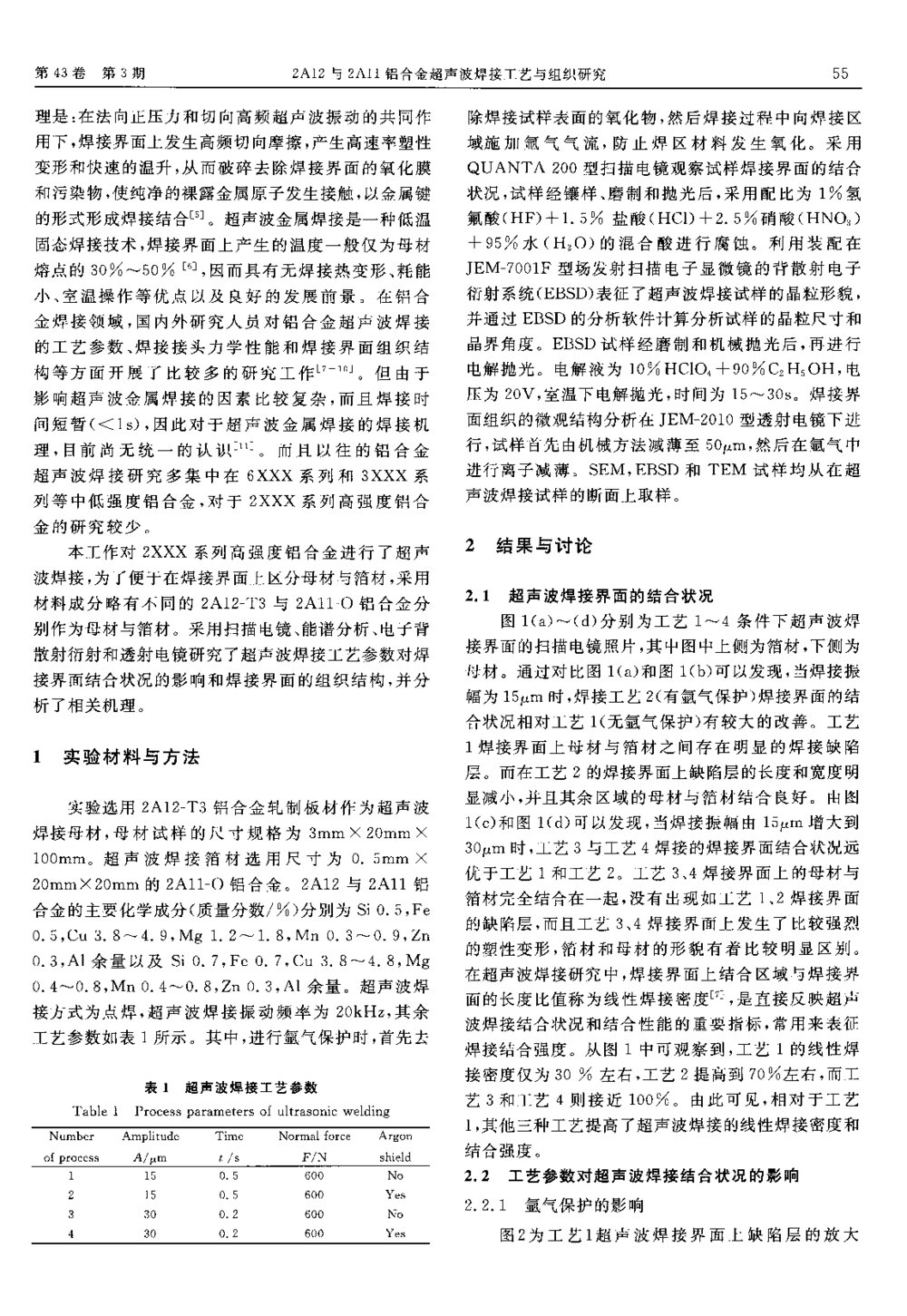
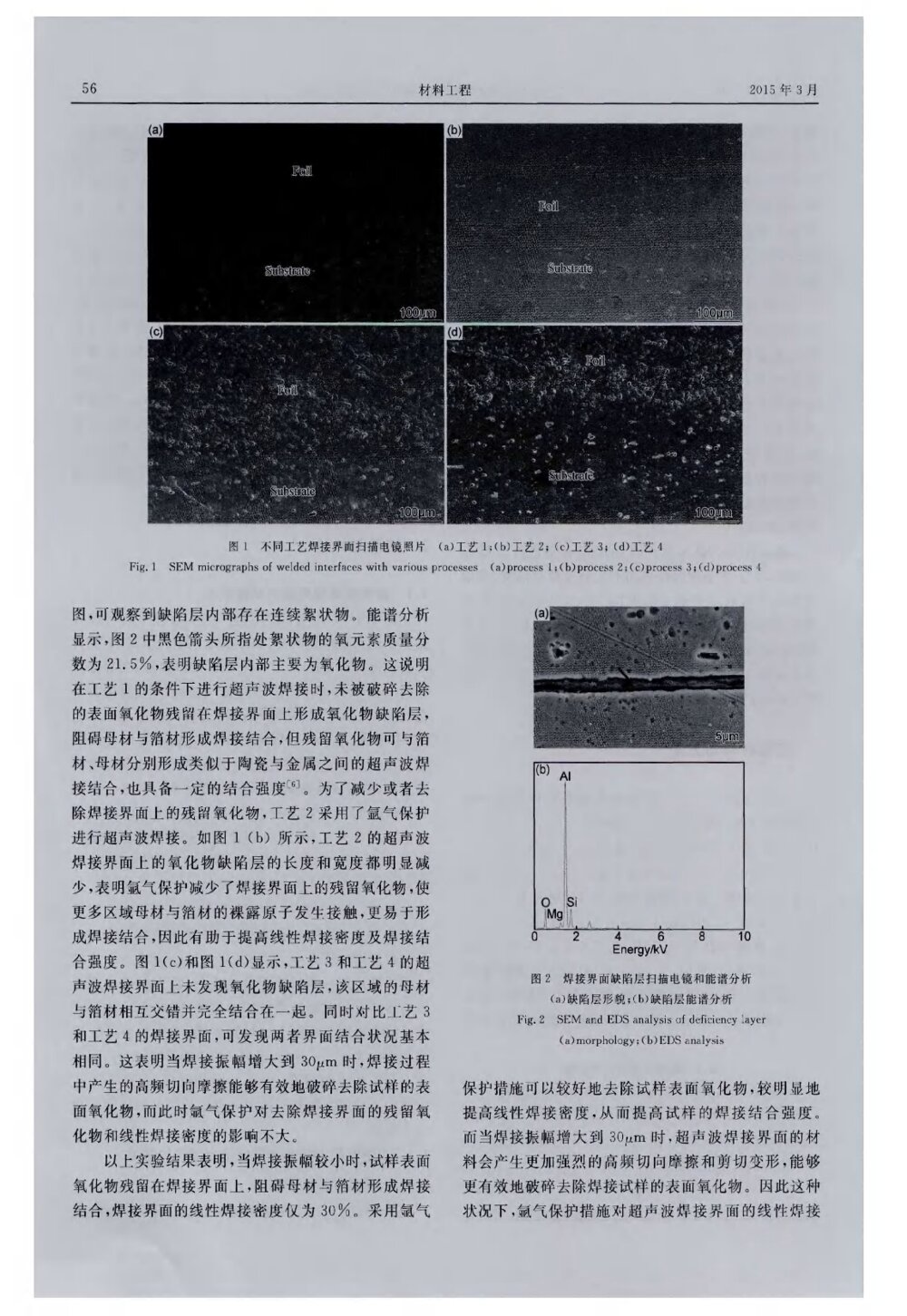
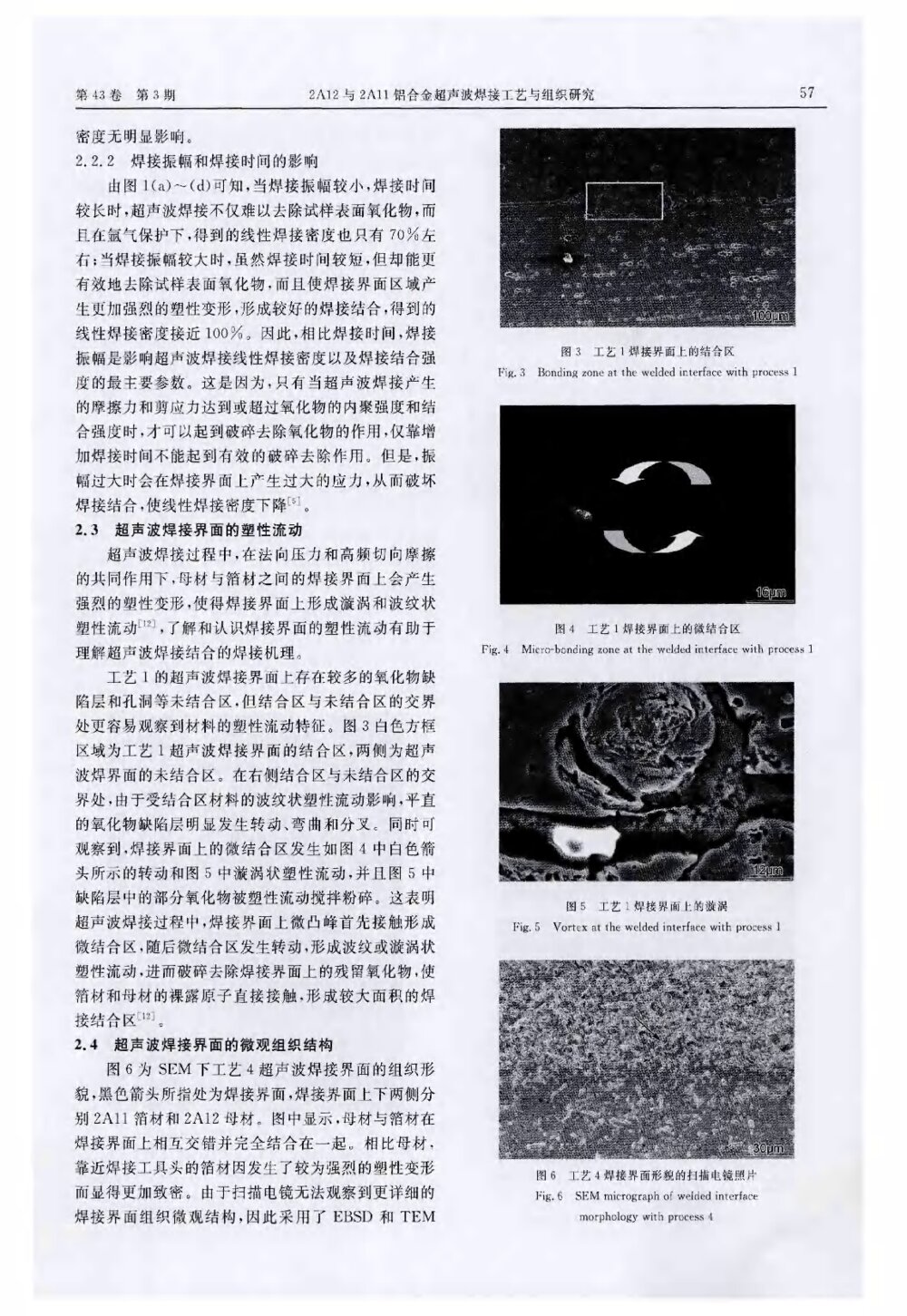
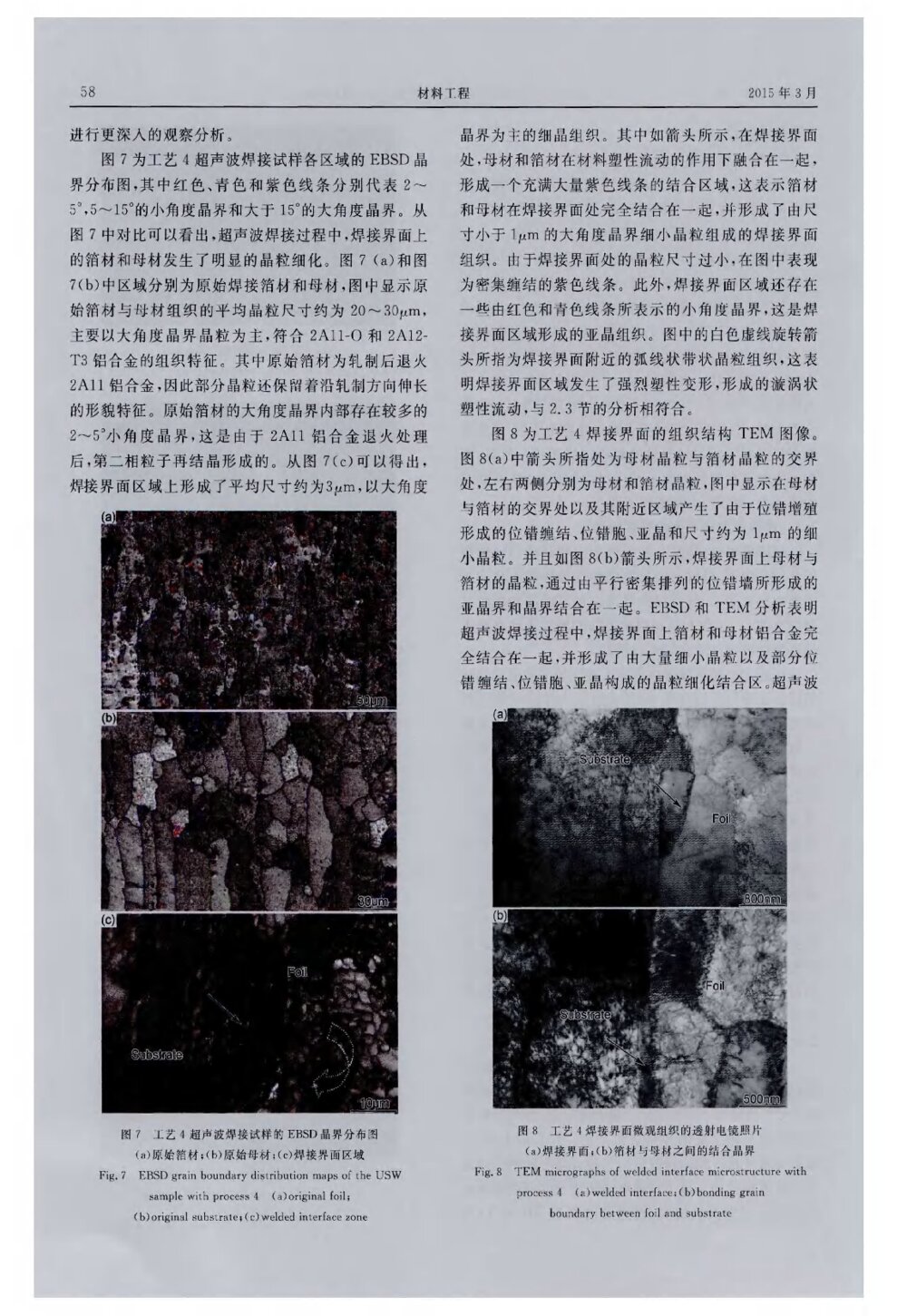
第432015正卷3月第第3期54~59页材料工程JournalofMaterialsEngineeringVo1.43No.3—Mar.2015PP.54592A12与2All铝合金超声波焊接工艺与组织研究ResearchesonProcessandMicr0structureof212and2A11AluminumUltrasonicWeldS谢俊峰。,朱有利,黄元林,白昶。(1装甲兵工程学院装备再制造工程系,北京100072;2中国人民解放军65331部队,吉林吉林132012;3中国北方车辆研究所,北京100072)———XIEJunfeng,ZHUYOUli,HUANGYuanlin,BAIChang。(1FacultyofRemanufacturingEngineering,AcademyofArmoredForceEngineering,Beijing100072,China;2No.65331Unit,PLA,Jilin132012,Jilin,China;3ChinaNorthVehicleResearchInstitute,Beijing100072,China)摘要:对2A12一T3和2A11-O铝合金进行了超声波焊接,研究了不同超声波焊接工艺参数对焊接界面结合状况的影响。采用扫描电镜、电子背散射衍射和透射电镜研究了焊接界面的组织结构。结果表明,当超声波焊接振幅为30/ ̄m,焊接时间为0.2s,焊接界面结合状况较好,焊接界面的线性焊接密度接近100。氩气保护也会对线性焊接密度产生影响。当焊接振幅为15m时,氩气保护可提高线性焊接密度;但当焊接振幅为30/ ̄m,氩气保护对线性焊接密度无明显影响。超声波焊接过程中,焊接界面上产生波纹和漩涡状塑性流动,发生动态回复和连续动态再结晶,形成由位错缠结、位错胞、亚晶和细小晶粒组成的焊接界面组织。关键词:超声波焊接;线性焊接密度;氩气保护;塑性流动;连续动态再结晶—doi:10.11868/j.issn.10014381.2015.03.010中图分类号:TG174.4文献标识码:A———文章编号:10014381(2015)03005406Abstract:Ultrasonicweldingof2A12一T3and2A11一Oaluminumalloywascarriedoutandeffectsofultrasonicweldingparametersontheweldedinterfacebondingwerestudied.Theweldedinterfacemi-crostructurewasinvestigatedviascanningelectronmicroscope(SEM),electronbackscatterdiffrac-—tion(EBSD)andtransmissionelectronmicroscope(TEM).Resultsshowthatfavorableweldedinterfacebondingwithalinearwelddensityapproaching100%isobtainedatultrasonicweldingvibration—amplitudeof30/ ̄mandweldingdurationof0.2s.Argonshieldshowsinfluenceonthelinearwelddensity.Whenthevibrationamplitudeis15m,argonshieldcanimprovethelinearwelddensity;whenthevibrationamplitudeis30m,argonshieldhasnoobviousinfluenceonthelinearwelddensity.U1一trasonicweldingbringaboutrippleorvorticesplasticflowattheweldedinterface,withaccompanying—dynamicrecoveryandcontinuousdynamicrecrystal1ization,whichresultintheweldedinterfacemi—crostructureconsistingofdislocationtanglings,dislocationcells,subgrainsandfinegrains.—Keywords:ultrasonicwelding;linearwelddensity;argonshield;plasticflow;continuousdynamicrecrvsta11ization2A12与2A11铝合金均属于2XXX系列高强度铝合金,具有优良的综合力学性能,广泛应用于飞机和汽车制造业。但是高强度铝合金的传统焊接方法,如TIG焊、电阻焊等,易出现焊件热变形大、焊缝缺陷多等缺点,很大程度上降低了焊接接头的力学性能。因此,近年来学者们对搅拌摩擦焊、超声波焊接等新型焊接方法进行了广泛研究,以克服传统焊接方法的缺点,更好地发挥高强铝合金的性能。]。自20世纪6O年代起,国内外学者对超声波金属焊接技术进行了较多的研究。超声波金属焊接主要原第43卷第3期2A12与2A11铝合金超声波焊接工艺与组织研究55理是:在法向正压力和切向高频超声波振动的共同作用下,焊接界面上发生高频切向摩擦,产生高速率塑性变形和快速的温升,从而破碎去除焊接界面的氧化膜和污染物,使纯净的裸露金属原子发生接触,以金属键的形式形成焊接结合[5]。超声波金属焊接是一种低温固态焊接技术,焊接界面上产生的温度一般仅为母材熔点的3O~50l_6],因而具有无焊接热变形、耗能小、室温操作等优点以及良好的发展前景。在铝合金焊接领域,国内外研究人员对铝合金超声波焊接的工艺参数、焊接接头力学性能和焊接界面组织结构等方面开展了比较多的研究工作FT-]。但由于影响超声波金属焊接的因素比较复杂,而且焊接时间短暂(<1s),因此对于超声波金属焊接的焊接机理,目前尚无统一的认识。而且以往的铝合金超声波焊接研究多集中在6XXX系列和3XXX系列等中低强度铝合金,对于2XXX系列高强度铝合金的研究较少。本工作对2XXX系列高强度铝合金进行了超声波焊接,为了便于在焊接界面上区分母材与箔材,采用材料成分略有不同的2A12一T3与2Al1一O铝合金分别作为母材与箔材。采用扫描电镜、能谱分析、电子背散射衍射和透射电镜研究了超声波焊接工艺参数对焊接界面结合状况的影响和焊接界面的组织结构,并分析了相关机理。1实验材料与方法实验选用2A12一T3铝合金轧制板材作为超声波焊接母材,母材试样的尺寸规格为3mm×20mm×100mm。超声波焊接箔材选用尺寸为0.5mm×20ram×—20mm的2AllO铝合金。2A12与2A11铝合金的主要化学成分(质量分数/)分别为Si0.5,Fe0.5,Cu3.8~4.9,Mg1.2~1.8,Mn0.3~0.9,Zn0.3,A1余量以及Si0.7,Fe0.7,Cu3.8~4.8,Mg0.4~0.8,Mn0.4~0.8,Zn0.3,Al余量。超声波焊接方式为点焊,超声波焊接振动频率为20kHz,其余工艺参数如表1所示。其中,进行氩气保护时,首先去表1超声波焊接工艺参数Table1Processparametersofultrasonicwelding除焊接试样表面的氧化物,然后焊接过程中向焊接区域施加氩气气流,防止焊区材料发生氧化。采用QUANTA200型扫描电镜观察试样焊接界面的结合状况,试样经镶样、磨制和抛光后,采用配比为1氢氟酸(HF)+1.5盐酸(HC1)+2.5硝酸(HNO。)+95水(H。O)的混合酸进行腐蚀。利用装配在JEM一7001F型场发射扫描电子显微镜的背散射电子衍射系统(EBSD)表征了超声波焊接试样的晶粒形貌,并通过EBSD的分析软件计算分析试样的晶粒尺寸和晶界角度。EBSD试样经磨制和机械抛光后,再进行电解抛光。电解液为1OHC1O4-90CHOH,电压为20V,室温下电解抛光,时间为15~30s。焊接界面组织的微观结构分析在JEM一2010型透射电镜下进行,试样首先由机械方法减薄至50m,然后在氩气中进行离子减薄。SEM,EBSD和TEM试样均从在超声波焊接试样的断面上取样。2结果与讨论2.1超声波焊接界面的结合状况图1(a)~(d)分别为工艺1~4条件下超声波焊接界面的扫描电镜照片,其中图中上侧为箔材,下侧为母材。通过对比图1(a)和图1(b)可以发现,当焊接振幅为15p.m时,焊接工艺2(有氩气保护)焊接界面的结合状况相对工艺1(无氩气保护)有较大的改善。工艺1焊接界面上母材与箔材之间存在明显的焊接缺陷层。而在工艺2的焊接界面上缺陷层的长度和宽度明显减小,并且其余区域的母材与箔材结合良好。由图1(c)和图1(d)可以发现,当焊接振幅由15t ̄m增大到30/am时,工艺3与工艺4焊接的焊接界面结合状况远优于工艺1和工艺2。工艺3、4焊接界面上的母材与箔材完全结合在一起,没有出现如工艺1、2焊接界面的缺陷层,而且工艺3、4焊接界面上发生了比较强烈的塑性变形,箔材和母材的形貌有着比较明显区别。在超声波焊接研究中,焊接界面上结合区域与焊接界面的长度比值称为线性焊接密度],是直接反映超声波焊接结合状况和结合性能的重要指标,常用来表征焊接结合强度。从图1中可观察到,工艺1的线性焊接密度仅为30左右,工艺2提高到7O左右,而工艺3和工艺4则接近100。由此可见,相对于工艺1,其他三种工艺提高了超声波焊接的线性焊接密度和结合强度。2.2工艺参数对超声波焊接结合状况的影响2.2.1氩气保护的影响图2为工艺1超声波焊接界面上缺陷层的放大第43卷第3期2A12与2A11铝合金超声波焊接工艺与组织研究59焊接过程中,焊接界面上箔材与母材之间的高频切向摩擦产生了剧烈的塑性变形和快速温升。由于铝合金的层错能较高,使位错容易产生交滑移,因此在温升和塑性变形的共同作用下,铝合金一般会发生动态回复,形成位错胞和亚晶组织Ll。但是在搅拌摩擦焊等工艺中,高速率塑性变形会产生大量的位错增值,使得发生动态回复的铝合金进一步发生连续动态再结晶,形成具有大角度晶界的细小晶粒组织口。而超声波焊接过程中,焊接界面上同样会产生高速率塑性变形和比℃较高的温度(240 ̄420),从而引发铝合金的动态回复和连续动态再结晶l_1引,形成由位错缠结、位错胞、亚晶和细小晶粒组成的焊接界面组织。同时在焊接界面上,母材与箔材的晶粒以亚晶界和晶界形成焊接结合。3结论(1)焊接振幅是影响超声波焊接线性焊接密度的最重要因素。当焊接振幅为15m时,形成的线性焊接密度仅为3O左右;当焊接振幅为30/ ̄m时,形成的线性焊接密度接近100。(2)当焊接振幅为15/am时,采用氩气保护可将线性焊接密度提高到70左右。当焊接振幅为30#m时,焊接试样表面氧化物被超声波焊接过程中的高频切向摩擦清除,氩气保护对线性焊接密度的影响不大。(3)焊接界面上形成微结合区并发生转动,产生波纹和漩涡状的塑性流动,破碎去除焊接界面上的氧化物,从而形成面积较大的焊接结合区。(4)焊接界面上的铝合金发生了动态回复和连续动态再结晶,形成由位错缠结、位错胞、亚晶和细小晶粒组成的焊接界面组织。母材与箔材在焊接界面上以亚晶界和晶界的形式形成焊接结合。参考文献E1]KOUSD.WeldingMetallurgy[M].NewJersey:JohnWiley&—Sons,2002.126128.[2][3][4]崔俊华,柯黎明,刘文龙,等.搅拌摩擦焊接全过程热力耦合有限元模型[J].材料工程,2014,(12):1l一17.————CUIJunhua,KELiming,LIUWen-long,eta1.Thermomechanicalcoupledfiniteelementmodelforwholeprocessoffrictionstirwelding[J].JournalofMaterialsEngineering,2014,(12):U17.黄嘉,季英萍,秦丽晔,等.GH4169合金惯性摩擦焊焊接接头—疲劳裂纹扩展性能[J].航空材料学报,2013,33(6):4550.—HUANGJia,JIYing-ping,QINLiye,eta1.FatiguecrackgrowthbehaviorofinertiafrictionweldedjointsofGH4169alloy—rJ].JournalofAeronauticalMaterials,2013,33(6):4550.曾纯,朱政强,陈长青,等.超声波金属焊接中的温度与应力分—布[J].上海交通大学学报,2010,44(10):5457.ZENGC,ZHUZQ,CHENCQ,eta1.Temperatureandstresssistributioninultrasonicmetalwelding[J].Journal(|fShanghai—JiaoTongUniversity,2010,44(10):5457.[5]DANIELSHPC.Ultrasonicwelding[J].Ultrasonics,1965,3—(4):190196.[6][7][8][9][1O][11][12][13]口4][15]—K0NGCY,SOARRC,DICKENSPM.Characterisati0nofaluminiumalloy6061fortheultrasonicconsolidationprocess[J ̄.——MaterialsScienceandEngineeringA,2003,363(12):99106.JANAKIRGD,YANGY,STUCKERBE.Effectofprocess—parametersonbondformationduringultrasonicconsolidationofaluminumalloy3003[J].JournalofManufacturingSystems,2006,25(3):221237.—BAKAVOSD,PRANGNELLPB.Mechanismsofjointandmicrostructureformationinhighpowerultrasonicspotwelding6111—aluminiumautomotivesheet ̄J].MaterialsScienceandEngineeringA,2010,527(23):63206334.熊志林,朱政强,吴宗辉,等.6061铝合金超声波焊接接头组织与性能研究口].热加工工艺,2011,4O(17):13O一132.XIONGZL,ZHUZQ,WUZH,eta1.Microstructureandpropertiesof6061aluminiumalloyweldedjointbyultrasonicwelding[J].HotWorkingTechnology,2011,40(17):13O一132.涂益民,邱然锋,石红信,等.轻金属材料超声波焊接的研究现—状F-J].轻合金加工技术,2011,39(1):162O.—TUYM,QIURF,SHIHX,eta1.Researchsituationsofultrasonicweldingoflightmetals[J].LightAlloyFabrication—Technology,2011,39(1):1620.YANGY,JANAKIRGD,STUCKERBE.Bondformationandfiberembedmentduringultrasonicconsolidation[J].Journal—ofMaterialsProcessingTechnology,2009,209(1O):49154924.—JAHNR。COOPERR,WILK0SZD.TheeffectofAnvilgeometryandweldingenergyonmicrostructuresinultrasonicspot—weldsofAA6n1一T4口].MetallurgicalandMaterialsTransactionsA,2007,38(3):570583.—HUMPHREYSFJ,HATHERLYM.RecrystallizationandRelatedAnnealingPhenomena[M].Oxford:PergamonPress,—2004.415416.—SUJQ,NELSONTW,MISHRAR,eta1.Microstructura1investigationoffrictionstirwelded7050一T651aluminium[J].ActaMaterialia,2003,51(3):713729.MARIANIE,GHASSEMIEHE.Microstructureevolutionof60610AIalloyduringultrasonicconsolidation:Aninsightfromelectronbackscatterdiffraction[J].ActaMaterialia,2010,58—(7):24922503.基金项目:北京市自然科学基金资助项目(3093027)———收稿日期:2013-0609;修订日期:20140415通讯作者:朱有利(1962),男,教授,主要从事疲劳延寿技术研究,联系地址:北京市长辛店杜家坎21号装甲兵工程学院装备再制造系313—(100072),Email:youlizhu@sina.corn
您可能关注的文档
- “离位”增韧复合材料准静态压入损伤特性研究.pdf
- “神舟七号”飞船舱外航天服防护头盔组件的研制.pdf
- “十二五”复合材料发展重点和方向解读.pdf
- “珠串”堆叠超结构的介孔铁酸锌的制备与表征.pdf
- (001)应变对正交相Ca2 P0.25 Si0.75能带结构及光学性质的影响.pdf
- 0.8设计系数用X80管线钢在近中性pH溶液中的应力腐蚀开裂行为.pdf
- 0.20mm CGO硅钢高温退火Goss晶粒起源及异常长大行为研究.pdf
- 0Cr16Ni5Mo低碳马氏体不锈钢的热变形行为及其热加工图.pdf
- 0Cr17Ni4Cu4Nb钢制螺钉断裂原因分析.pdf
- 1.5MW风机叶片模具加热工艺研究与技术创新.pdf
- 1.5MW风机叶片VARI工艺模拟分析及验证.pdf
- 2.5维机织复合材料低速冲击性能研究.pdf
- 2.25Cr-1Mo钢后续热处理中的磷偏聚行为.pdf
- 2A50锻铝三点弯曲试验与高分辨率CT成像分析.pdf
- 2MW风机复合材料叶片材料及工艺研究.pdf
- 3Cr2W8V模具钢激光表面相变硬化层性能的研究.pdf
- 3D打印技术及先进应用研究进展.pdf
- 3D打印技术研究现状和关键技术.pdf
- 5%鱼藤酮悬浮剂的研制.pdf
- 5(6)-氨基-1-(4-氨基苯基)-1,3,3-三甲基茚满的合成及其固化特性研究.pdf
- 文库帮主
- 该用户很懒,什么也没介绍
相关文档
- “离位”增韧复合材料准静态压入损伤特性研究.pdf2021-11-235页
- “神舟七号”飞船舱外航天服防护头盔组件的研制.pdf2021-11-233页
- “十二五”复合材料发展重点和方向解读.pdf2021-11-232页
- “珠串”堆叠超结构的介孔铁酸锌的制备与表征.pdf2021-11-235页
- (001)应变对正交相Ca2 P0.25 Si0.75能带结构及光学性质的影响.pdf2021-11-236页
- 0.8设计系数用X80管线钢在近中性pH溶液中的应力腐蚀开裂行为.pdf2021-11-237页
- 0.20mm CGO硅钢高温退火Goss晶粒起源及异常长大行为研究.pdf2021-11-237页